

このページに掲載されている写真は、一部を除き活版印刷展示室の収蔵品です。
鋳造
鋳造とは金属を溶かし、鋳型に入れて鋳物(活字)を造りだすことです。
活字の場合、金属とは鉛、錫、アンチモンを使用した三元合金の事で、その「地金」を活字鋳造機の炉で溶かし、鋳型に流し込み、活字を造ります。
鋳型の先端には「母型(文字の型)」がセットされており、活字の字面をつくります。
「母型」とはマテ材(真鍮)に左右反転した文字を彫ったものです。母型は活字鋳造の要ですから、強度と精密さが必要とされました。
そして、多くの書体と各種のサイズ(大きさ)の母型を持っているということが印刷会社にとっては重要だったのです。それは、どれだけお客様のニーズに応えられるかということに直接結びついていたからでした。
活字は母型をセットされた活字鋳造機で一本ずつ鋳造されます。(やがては、文章単位で組まれ鋳造されるモノタイプも作られましたが)鋳造された活字は上から見た時に字面がちょうど良い位置になくてはなりませんから、とても精度の高い仕事が要求されました。
こうして造られた活字は文選へと運ばれ、スダレケースに並べられます。
活字の場合、金属とは鉛、錫、アンチモンを使用した三元合金の事で、その「地金」を活字鋳造機の炉で溶かし、鋳型に流し込み、活字を造ります。
鋳型の先端には「母型(文字の型)」がセットされており、活字の字面をつくります。
「母型」とはマテ材(真鍮)に左右反転した文字を彫ったものです。母型は活字鋳造の要ですから、強度と精密さが必要とされました。
そして、多くの書体と各種のサイズ(大きさ)の母型を持っているということが印刷会社にとっては重要だったのです。それは、どれだけお客様のニーズに応えられるかということに直接結びついていたからでした。
活字は母型をセットされた活字鋳造機で一本ずつ鋳造されます。(やがては、文章単位で組まれ鋳造されるモノタイプも作られましたが)鋳造された活字は上から見た時に字面がちょうど良い位置になくてはなりませんから、とても精度の高い仕事が要求されました。
こうして造られた活字は文選へと運ばれ、スダレケースに並べられます。

母型

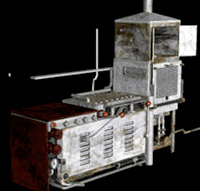
活字

活字鋳造機
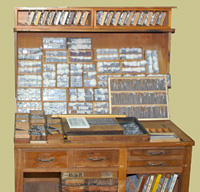
文選
文選とは左手に文選箱と原稿を持ち、原稿を読みながら右手で活字を一本一本拾って(選んで)文選箱に並べていくという作業です。活字はスダレケースと呼ばれる間仕切りのある箱に並べられています。
書物などに用いる文字は8ptから9pt、10pt、12ptまでが主に使われましたが、精興社では6ptから16ptの明朝体とゴシック体など、それぞれのサイズに約1万種類の文字を用意していました。使用頻度の高い「出張字」と平仮名、片仮名が中心に置かれ、その周囲と後ろには、たまにしか使わない「外字」が偏や旁ごとに並んでいます。
文選工はスダレケースから原稿通りに活字を拾い、集めていきます。30分で拾う活字は約1,000字。出張字はもちろんの事、外字の位置もほとんど体が覚えていました。
活字を拾っている間は、常に左手の親指は文選箱に並べられた活字のネッキ(活字側面にある溝)をさわり、活字の向きが正しく並べられているかを確認します。 この段階での活字は、括弧等のない文字列に過ぎません。文選工によって拾われた何箱もの文字列は植字へと運ばれます。
書物などに用いる文字は8ptから9pt、10pt、12ptまでが主に使われましたが、精興社では6ptから16ptの明朝体とゴシック体など、それぞれのサイズに約1万種類の文字を用意していました。使用頻度の高い「出張字」と平仮名、片仮名が中心に置かれ、その周囲と後ろには、たまにしか使わない「外字」が偏や旁ごとに並んでいます。
文選工はスダレケースから原稿通りに活字を拾い、集めていきます。30分で拾う活字は約1,000字。出張字はもちろんの事、外字の位置もほとんど体が覚えていました。
活字を拾っている間は、常に左手の親指は文選箱に並べられた活字のネッキ(活字側面にある溝)をさわり、活字の向きが正しく並べられているかを確認します。 この段階での活字は、括弧等のない文字列に過ぎません。文選工によって拾われた何箱もの文字列は植字へと運ばれます。

活字はスダレケースと呼ばれる箱に並べられている。

ネッキ
植字
植字とはステッキと呼ばれる組版用の金具に、組版1行分の長さのインテル(行間用の板)を入れて固定し、原稿の指定どおりに括弧等を入れながら、文選箱から一度に6、7字ずつをステッキに並べていく作業です。1行分を植字し終わったら、またインテルを入れ、次の行を組みます。このようにして、組版がステッキにいっぱいになったら、組みゲラと呼ばれる箱に移し、さらに同じ要領で組みつづけ、1ページにまとめていくものです。
また、母型の無い異体字などは、活字地金を1本ずつ彫ったり、既存の活字を削り偏と旁を繋ぎ合わせることで代用しなければなりませんでした(作字)。
また、母型の無い異体字などは、活字地金を1本ずつ彫ったり、既存の活字を削り偏と旁を繋ぎ合わせることで代用しなければなりませんでした(作字)。

活版3種の神器
(はさみ・ステッキ・ピンセット)
活字はステッキを使い、組んでいく
(はさみ・ステッキ・ピンセット)
活字はステッキを使い、組んでいく
植字台
紙型
組み上げられた版は紙で型取り(紙型取り)された後、解版し、活字は鋳造へ戻し溶かされます。
紙型取りとは紙型台(紙型プレス機)に組版をのせ、その上に幾重にも薄い紙を重ね固めた特殊な紙型用紙(ドライマット用紙)をのせた後、すいとり紙や保護用の布と重ねて、高圧でプレスするものです。熱と圧力で水分は蒸発し、紙型用紙には組まれた文字が刻まれます。高熱、高圧の作業のため、蒸気やゴミなどで紙に穴が開いたりしないように細心の注意が必要になります。これを完全に乾かし、紙型はでき上がります。
でき上がった紙型は鉛版をつくるための母型の役割をします。精興社では紙型取りの済んだ活字組版は解版され、溶かしていました。当時活字は解版したあと再びスダレに戻され、再度使用されるのが通例でしたが、キズや文字の角が甘くなることで品質の低下が心配されるため、常に使用済み活字は溶解され、あらたな活字と生まれ変わりました。これが「活字の一回使用」です。
乾いた紙型には「うらばり」が施されます。これは紙型の文字以外の箇所に裏からボール紙を貼り付けるもので、補強の意味とともに、地金を流し込んだ時にその圧力による凹みや歪みを防ぐためのものでした。
紙型は多湿を嫌うデリケートなものですから、その保管には細心の注意が払われ、蔵造りの専用保管棟で保管されていました。
紙型取りとは紙型台(紙型プレス機)に組版をのせ、その上に幾重にも薄い紙を重ね固めた特殊な紙型用紙(ドライマット用紙)をのせた後、すいとり紙や保護用の布と重ねて、高圧でプレスするものです。熱と圧力で水分は蒸発し、紙型用紙には組まれた文字が刻まれます。高熱、高圧の作業のため、蒸気やゴミなどで紙に穴が開いたりしないように細心の注意が必要になります。これを完全に乾かし、紙型はでき上がります。
でき上がった紙型は鉛版をつくるための母型の役割をします。精興社では紙型取りの済んだ活字組版は解版され、溶かしていました。当時活字は解版したあと再びスダレに戻され、再度使用されるのが通例でしたが、キズや文字の角が甘くなることで品質の低下が心配されるため、常に使用済み活字は溶解され、あらたな活字と生まれ変わりました。これが「活字の一回使用」です。
乾いた紙型には「うらばり」が施されます。これは紙型の文字以外の箇所に裏からボール紙を貼り付けるもので、補強の意味とともに、地金を流し込んだ時にその圧力による凹みや歪みを防ぐためのものでした。
紙型は多湿を嫌うデリケートなものですから、その保管には細心の注意が払われ、蔵造りの専用保管棟で保管されていました。
紙型
紙型(拡大図)
鉛版
鉛版鋳造機に紙型をセットし、溶けた地金を流し込み、1ページごとに板状の版をつくります。これが印刷の為の刷版になります。直接活字から印刷する場合もありましたが、多くは紙型、鉛版で印刷されました。直接活字から印刷しなかったのは、地金の節約の為でした。活字を鋳造、印刷し、組版を保存するよりも遥かに鉛版は軽量で、紙型を保存することで複製化し量産することも容易でした。印刷の圧力ですり減った鉛版は溶かし、再び紙型から鉛版を鋳造したのです。
できた鉛版は1ページごとに切り分け、余分な箇所を切り落とします。文字の無い部分にはインキがのらないように表面を丁寧にさらいます。そうして1ページ単位の版ができ上がります。
誤植のあった場合は、この鉛版段階での修正が可能でした。修正する箇所に穴を開け、正しい活字を嵌め込み、熱で接着します(象嵌)。文字面がデコボコにならないのは、鉛版工の巧みな技のおかげでした。
できた鉛版は1ページごとに切り分け、余分な箇所を切り落とします。文字の無い部分にはインキがのらないように表面を丁寧にさらいます。そうして1ページ単位の版ができ上がります。
誤植のあった場合は、この鉛版段階での修正が可能でした。修正する箇所に穴を開け、正しい活字を嵌め込み、熱で接着します(象嵌)。文字面がデコボコにならないのは、鉛版工の巧みな技のおかげでした。
鉛版
鉛版鋳造機
印刷
1ページ単位に仕上がった鉛版を印刷機に組み付けます。鉛版を1台分(8の倍数ページの用紙1枚分)ごとに並べ、メタルベースに接着し、その間にジョスやジャッキなどの締め金を置き、強く固定します。
固定された鉛版にインキをのせ、まずは試し刷りをします。印刷機の胴には薄いロール紙が幾重にも巻かれており、それを切り抜いたり貼り合わせたりして、インキのムラや微妙な圧の差を調節しました。そうして何度も試し刷りを繰り返し、インキが馴染んでから本刷りをしました。
紙は一枚一枚送られ、胴を回り印刷され、次々と重ねられていきました。重ねる際、インキは乾いていないので滲んだり、貼り付いたりすることを防ぐためにパウダー(とうもろこしの粉など)を吹き掛けました。
必要量の印刷を終了し、検品をした後、製本工程へ進みます。
固定された鉛版にインキをのせ、まずは試し刷りをします。印刷機の胴には薄いロール紙が幾重にも巻かれており、それを切り抜いたり貼り合わせたりして、インキのムラや微妙な圧の差を調節しました。そうして何度も試し刷りを繰り返し、インキが馴染んでから本刷りをしました。
紙は一枚一枚送られ、胴を回り印刷され、次々と重ねられていきました。重ねる際、インキは乾いていないので滲んだり、貼り付いたりすることを防ぐためにパウダー(とうもろこしの粉など)を吹き掛けました。
必要量の印刷を終了し、検品をした後、製本工程へ進みます。

活版用大型印刷機

手フート印刷機
小型で名刺等の印刷に最適
小型で名刺等の印刷に最適


